028-66873888/87538111转801
四川筑骏建设工程有限公司
地址:成都市成华区双福一路66号4栋(华润·万象星座)11层4、5、6号
电话:028-66873888 / 87538111转801
网址:www.zgsczjjs.cn
邮箱:2839126565@qq.com
|转至:送变电工程技术交流与协作
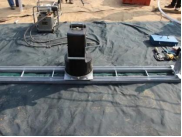
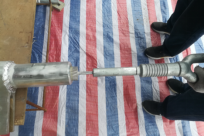
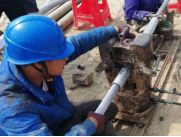
导地线液压压接施工工艺流程图: 一、压接前准备 《导地线压接作业指导书》已通过报审,并对参与压接施工的各类人员进行了大截面导线压接二次培训、交底。按要求进行了导地线试件拉力试验,并取得试验报告。 液压操作人员必须经过大截面导线压接培训及考试合格,持有操作许可证。 液压机、模具检验检查合格,配有压接轨道装置。 二、压接设备、模具、压接管、导线检查 采用3000kN液压设备和配套模具。应选用与液压机型号相匹配的铝模或钢模,模具对边距:S=0.86D-0.1~-0.2。压接时使用导轨式托架。导轨长度不小于2.5m。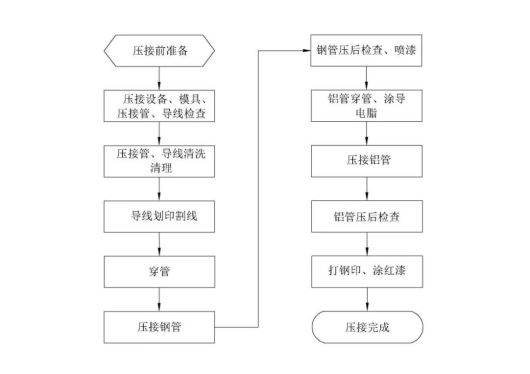

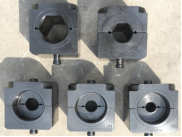
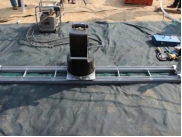
导线检查外径、单丝直径、节径比、外观。直线接续管、耐张管检查内、外直径、长度(含拔梢长度)外观。 三、压接管、导线清洗 四、划印、割线 五、穿管 六、压接钢管 七、钢管压后检查、喷漆 钢管压后当有飞边时,将飞边锉掉,对锌皮脱落处应涂富锌漆以防生锈。 八、铝管穿管、涂导电脂 用钢丝刷沿钢芯铝导线轴线方向对导线进行电力脂擦刷(电力脂薄薄地均匀的涂上一层),擦刷应能覆盖到压后与铝压接管接触的全部铝线表面。 九、压接铝管 2、接续管“顺压” 按照耐张线夹“倒压”及接续管“顺压”工艺对耐张线夹及接续管进行压接时,关键是根据耐张线夹及接续管的压接后铝管的伸长量在压接开始时对耐张线夹及接续管进行预偏。耐张线夹的预偏量应为压后整个铝管的伸长量,接续管的伸长量应为一侧压接区压接后的伸长量(压后整个铝管伸长量一半)。 十、铝管压后检查 液压完成后,首先检查弯曲度,必要时校直处理;当管压后有飞边时应将飞边锉掉,铝管锉成圆弧状,并用0#砂纸将锉过处磨光。 十一、打钢印、涂红漆 压后铝管管口涂防锈漆,不压区打压接工钢印。 ◆ 导线参数: ◆ 耐张线夹、接续管参数: ◆ 压后尺寸: ◆ 液压管压后对边距尺寸为:
















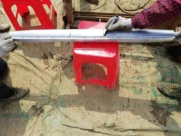












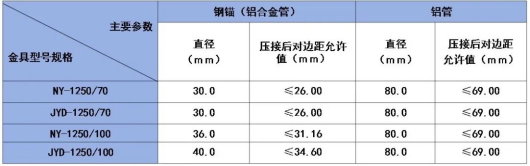
S=0.86D+0.2(mm)
对压后的压接管的三个对边距进行检查,只允许有一个对边距达到下式计算的最大值。铝管对边距推荐最小值不能小于0.86D-0.2(mm)。


在线客服



